|
Manual
Sobre Esquadrias de Alumínio: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
ANODIZAÇÃO |
|
|
| |
A
anodização é um processo que
produz nas ligas de alumínio uma película decorativa
e protetora de alta qualidade, durabilidade e
resistência à corrosão, cobrindo uma ampla gama
de aplicações, algumas específicas, como anodização
para fins arquitetônicos.
Conheça
melhor as etapas deste processo, bem como as normas
que controlam a Qualidade da Anodização: |
-
Pré-tratamento - Mecânico / Químico
-
Camada Anódica
-
Coloração
-
Selagem
-
Qualidade da Anodização
|
|
| |
| |
A
anodização começa por uma série de etapas que antecedem
o processo propriamente dito, cuja função é preparar
a superfície do alumínio, criando condições para
o efeito decorativo desejado, como:
Mecânico:
Escovamento, Jateamento, Polimento Mecânico etc,
Químico:
Polimento Químico e/ou Eletropolimento para acabamento
brilhante, fosco acetinado etc.
|
|
| |
|
| |
| |
A
camada anódica, composta de óxido de alumínio, é produzida
na superfície do metal de forma controlada e uniforme,
em banhos eletrolíticos, sob agitação e temperaturas controladas.
A
camada anódica é obtida pela eletrólise de uma solução
de ácido sulfúrico, por meio da aplicação de um diferencial
de corrente contínua em temperatura e agitação controladas.
|
A
camada anódica, construída em conformidade com
parâmetros técnicos de processo, como 200 g/l
de ácido sulfúrico, 18 volts, 19º C de temperatura
e agitação constante, será extremamente dura,
porosa e transparente.
|
|
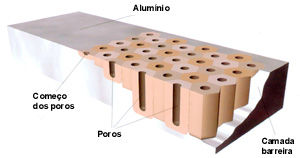
| A
estrutura da camada anódica é constituída por células hexagonais,
cada uma delas com um poro central. No fundo dos poros forma-se
uma camada barreira, que separa o óxido em formação do alumínio.
O tamanho das células é determinado pela voltagem de operação
do banho, (17-19 volts), enquanto que a espessura da camada
é determinada pela relação corrente x tempo. As características
da camada anódica dependem do tamanho e do volume dos poros
e estão diretamente ligadas à remoção do calor gerado no
processo. |
| |
| |
| |
A
porosidade da camada anódica, similar à estrutura do tecido
de algodão, permite sua coloração por meio de dois processos:
- Coloração por imersão em anilinas orgânicas ou inorgânicas
- Coloração Eletrolítica, por eletrólise de sais de metais.
| Imersão |
Eletrolítica |
| A
coloração por imersão, com uso de anilinas é a
mais empregada e recomendada para o acabamento
do alumínio para uso interno decorativo, como
é o caso de bens de consumo, frisos para eletrodomésticos
em geral, molduras de quadros etc. Isto porque
os corantes orgânicos em ambiente externo não
suportam os raios ultravioleta (UV) do sol, havendo
uma perda de cor muito acentuada. |
A
coloração eletrolítica, muito usada atualmente,
consiste na obtenção de uma camada de óxido pelos
métodos convencionais, com ácido sulfúrico e subsequente
tratamento eletrolítico em uma solução levemente
ácida de um sal de metal, com uso de corrente
alternada.
Para a eletrocoloração do alumínio, utiliza-se
sal de estanho como eletrólito, devido a sua alta
resistência aos raios UV, que proporciona mais
de 30 anos de durabilidade. |
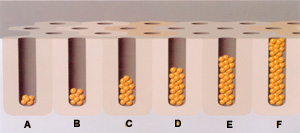
A = Champanhe Claro, B = Champanhe, C = Bronze
Claro, D= Bronze Médio, E = Bronze Escuro, F
= Preto
|
|
|
4
- Selagem |
| |
Selagem
A
selagem é a etapa mais importante e obrigatória do processo
de anodização e coloração do alumínio, essencial para dar
qualidade à camada anódica.
A
selagem é responsável pela resistência à corrosão atmosférica,
impedindo sua penetração pelos poros; bem como pela dureza
e resistência à abrasão. |
|
Atualmente,
o processo de selagem é efetuado em duas etapas:
1º) O alumínio anodizado é imerso em uma solução, em temperatura
ambiente, composta por Sais de Níquel e Sais de Flúor, que
reagem formando um complexo gelatinoso nos poros da camada
anódica de Alumínio-Flúor-Níquel.
2º) Após a lavagem em água corrente, a reação é acelerada
pela passagem do alumínio anodizado em água desmineralizada
a 60-70º Celsius. |
| |
5 - Controle de Qualidade da Anodização
|
| |
O
controle de qualidade da anodização deve ser efetuado
conforme as Normas Técnicas da ABNT - Associação Brasileira
de Normas Técnicas relacionadas a seguir:
| Norma |
Descrição |
| NBR
12609 |
Tratamento
de Superfície do Alumínio - Anodização para fins
arquitetônicos. |
| NBR
12610 |
Determinação
da espessura da camada anódica. |
| NBR
12612 |
Determinação
da resistência da camada anódica ao intemperismo
acelerado. |
| NBR
8094 |
Corrosão
por névoa salina. |
| NBR
9243 |
Determinação
da qualidade de selagem da anodização pelo método
de perda de massa. |
| NBR
12613 |
Determinação
da qualidade de selagem da anodização pelo método
de absorção de corantes. |
| Classe
de espessuras de camadas anódicas para aplicações
exteriores/interiores |
|
| Classe* |
Espessura
da camada anódica (micrômetro) |
Nível
de Agressividade |
Ambiente
típico |
|
| A13 |
11
a 15 |
Baixa/Média |
Urbano/Rural |
| A18 |
16
a 20 |
Alta |
Litorâneo |
| A23 |
21
a 25 |
Excessiva |
Industrial/Marítimo |
Notas:
* Os números 13, 18 e 23 que sucedem a letra
A identificam o valor médio da camada em micrômetros.
Para uma durabilidade de 30 anos em ambiente
externo, recomenda-se uma limpeza anual da camada
anódica com detergentes neutros.
|
|
| |
|
|
SOBRE
ESTE MANUAL |
|
|
| Produção: |
| |
ABAL
- Associação Brasileira do Alumínio |
Supervisão: |
| |
Comitê
de Mercado de Construção Civil da ABAL
Membros do Comitê :
- Coordenador: José Carlos Garcia Noronha - Companhia
Brasileira de Alumínio - CBA.
- Sergio Genciauskas - Companhia Brasileira de Alumínio
- CBA.
- Ademar C. Umemura - Alcoa Alumínio S.A.
- Antonio B. Cardoso - Alcoa Alumínio S.A.
- Neder El Bast - Alumigon Brasileira - Ind. e Comércio
Ltda.
- Carlos Z. de Almeida - Belmetal Indústria e Comércio
Ltda.
- José de Arimatéia Nonatto - Belmetal Indústria
e Comércio Ltda.
- Gisele Correa - Companhia Brasileira de Alumínio
- CBA.
- Adilson de Souza Molero - Hydro Alumínio Acro
S.A.
- Adeval Antonio Meneghesso - Italtecno do Brasil
Ltda.
- Nazir A. Abdo - Alaxis Tecnologias Inovativas
Ltda.
- Jairo Lisbôa - Consultor. |
Outros Colaboradores: |
| |
-
Elisabeth Ramagnoni - Schelegel do Brasil.
- Domingos Moreira Cordeiro - Adalume Esquadrias
Metálicas.
- Marson T. Iizuka - YKK do Brasil Ltda. |
Produção e Design: |
| |
-
Projeto Ph.D Editoração e Computação Gráfica Ltda. |
Redação: |
| |
-
Fátima Monteiro Falcão. |
Fontes consultadas: |
| |
-
Anuário Estatístico 2002 - ABAL
- Instalação de Esquadrias de Alumínio: Prática
e Inovação - Marson T. Iizuka - Mestrado
Profissional 2001
- Manual Técnico de Caixilhos / Janelas: Aço / Alumínio
/ Madeira / PVC / Acessórios / Juntas
e Materiais de Vedação -
ABCI / Editora Pini Ltda, 2001.
- Termo de Garantia e Manual de Uso, Limpeza e Conservação
de Esquadrias, Revestimentos
em Alumínio e seus Componentes
da AFEAL - Associação Nacional de Fabricantes de
Esquadrias de Alumínio.
- Manual de Modulação de Vãos e Esquadrias de Alumínio
- Editora Pini Ltda, 2001 |
|
|
|